韓邦春
(徐州金冠工業(yè)用呢有限公司,江蘇徐州 221009)
摘 要:通過對植絨干網(wǎng)的研制過程����、技術(shù)性能和使用效果的全面分析和總結(jié)�,得出植絨干網(wǎng)是一種透氣度高、能徹底消除產(chǎn)紙面的干網(wǎng)痕�、干燥效率高、節(jié)能的新型干燥部織物����。
關(guān)鍵詞:植絨干網(wǎng);BOM復(fù)合干毯�;聚酯編織干網(wǎng);干燥部�;透氣度;網(wǎng)痕��;高效���;節(jié)能
造紙機干燥部所使用的織物根據(jù)車速��、使用的部位和生產(chǎn)的紙種不同�,通常包含:造紙帆布;BOB干毯�����;BOM復(fù)合干毯��;聚酯編織干網(wǎng)和植絨干網(wǎng)等����。造紙帆布作為首代造紙機干燥部織物已經(jīng)基本上離開了歷史的舞臺�����;BOB干毯目前使用者甚少���;常用的是BOM復(fù)合干毯和聚酯編織干網(wǎng)����,聚酯編織干網(wǎng)又分為聚酯圓絲干網(wǎng)和聚酯扁絲干網(wǎng)�;而植絨干網(wǎng)是一種具有復(fù)合性能的新型干燥部織物,國外早在上個世紀(jì)八十年代前就已經(jīng)出現(xiàn)這種產(chǎn)品�,主要用于中高速造紙機的關(guān)鍵干燥部位生產(chǎn)中高檔次紙種,特別是一些高檔次薄頁特殊用紙。近年來��,國內(nèi)高速��、寬幅造紙機愈來愈多�����,紙的品種急劇增加����,紙的檔次越來越高,對干燥部高性能織物的需求也越來越大��,特別是生產(chǎn)特種紙的機臺�,其干燥部必須使用性能優(yōu)越的植絨干網(wǎng),而這種產(chǎn)品基本上全部依賴于從Albany�、Hyck、Voith等國外知名大公司進(jìn)口���。
筆者曾于2005年對植絨干網(wǎng)作了研究和開發(fā)��,當(dāng)時由于受到裝備和技術(shù)條件的限制����,開發(fā)出的產(chǎn)品不盡人意。近年國內(nèi)有其它個別廠家也在研究生產(chǎn)這種產(chǎn)品�����,但是生產(chǎn)出的產(chǎn)品依然處于簡單的模仿��,依然存在品種單一���、結(jié)構(gòu)簡單�、性能不完美等諸多不足�,市場推廣困難�����,難以滿足造紙機干燥部對高性能織物的要求�。
一、植絨干網(wǎng)介紹
植絨干網(wǎng)的全稱聚酯編織植絨干網(wǎng)�,目前我們所使用的植絨干網(wǎng)從類型上分為無端和有端植絨干網(wǎng);從鋪毛狀態(tài)上又分為單面鋪毛和雙面鋪毛植絨干網(wǎng)��,有端接縫型植絨干網(wǎng)因接縫處理技術(shù)含量高���、便于安裝等特性代表著植絨干網(wǎng)的高端產(chǎn)品�。
國外生產(chǎn)的植絨干網(wǎng)主要是采用聚酯編織干網(wǎng)(無端或接縫型)作為基網(wǎng),然后在基網(wǎng)的正面或者正反面同時植入一定細(xì)度和量的耐高溫短纖維�,它是將普通針刺型干毯和聚酯編織干網(wǎng)的優(yōu)點集于一體的復(fù)合高性能產(chǎn)品。
眾所周知�����,在紙張的生產(chǎn)過程中��,普通BOB干毯和BOM復(fù)合干毯雖然具有毯面較平整細(xì)膩����、無網(wǎng)痕產(chǎn)生的優(yōu)點,但是由于受結(jié)構(gòu)的限制��,仍然存在密度過大��、厚度過大��、尺寸變形過大����、透氣度極低等缺點,容易導(dǎo)致紙頁干燥不均勻����、干燥速率過低�����、毯內(nèi)易聚集水汽����、紙頁易出現(xiàn)“泡泡紗”“汗斑”等干燥過程中產(chǎn)生的紙病�,且蒸汽使用量極大。普通聚酯編織干網(wǎng)雖然具有透氣度高的優(yōu)點�,但是紙面出現(xiàn)的干網(wǎng)痕是無法解決問題,即使采用聚酯扁絲干網(wǎng)還是不能徹底解決問題���,這是高檔次紙種特別是特殊性能紙種所不能允許的�。而植絨干網(wǎng)將普通干毯和聚酯編織干網(wǎng)的優(yōu)點集中于一體��,不僅具有良好的透氣性能�,而且具有徹底消除紙面網(wǎng)痕�����、不易脫毛掉毛��、使用壽命長久的優(yōu)點����,是一種更新?lián)Q代的產(chǎn)品��,收到極佳的使用效果�����。
植絨干網(wǎng)見下圖1:
圖1:植絨干網(wǎng) 
|
二���、研制和生產(chǎn)過程
徐州金冠工業(yè)用呢有限公司充分利用自身經(jīng)驗豐富、裝備精良�����、技術(shù)力量雄厚的優(yōu)勢�����,對植絨干網(wǎng)的制作工藝�、使用效果等進(jìn)行了全方位的研究和總結(jié),得出生產(chǎn)植絨干網(wǎng)的最佳工藝和使用效果�,以為山東某特種紙有限公司生產(chǎn)的植絨干網(wǎng)為例。
(一) 造紙機技術(shù)參數(shù):
1��、造紙機型號:1880/300長網(wǎng)多缸造紙機
2�、生產(chǎn)紙種:14~30gsm薄頁紙
3�、車速:250~280mpm
4���、植絨干網(wǎng)規(guī)格:2.30*24等
5��、使用位置:第一��、二組烘缸����,表面施膠后第一組烘缸等
(二) 植絨干網(wǎng)的主要生產(chǎn)設(shè)備:
1��、聚酯編織干網(wǎng)織機:德國尤根公司產(chǎn)3000型重型織機
2�����、針刺機:5.6M三針區(qū)雙面針刺機
3�����、定型機:6.2M熱油滾筒定型機
(三) 植絨干網(wǎng)的主要原材料:
1�����、聚酯編織干網(wǎng)原材料:聚酯單絲
2�、毛網(wǎng)層原材料:40%30D*86mm滌綸短纖和60%30D*98mm錦綸短纖
(四) 植絨干網(wǎng)的主要檢測儀器:
1、厚度測試儀:YG(B)141D型數(shù)字式織物厚度儀
2�、斷裂強力測試儀:YG(B)026D型電子織物強力儀
3、透氣度測試儀:YG461H型全自動透氣量儀
(五) 植絨干網(wǎng)的生產(chǎn)工藝流程:
圖2:植絨干網(wǎng)工藝流程圖
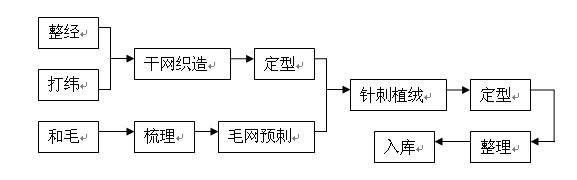
(六) 植絨干網(wǎng)的生產(chǎn)工藝:
1�����、干網(wǎng)織造工藝
利用德國尤根公司產(chǎn)重型織機����,經(jīng)線和緯線均為∮0.5mm的聚酯單絲,干網(wǎng)組織結(jié)構(gòu)為雙層四棕�����,經(jīng)線密度為:22根/cm���,緯線密度為11根/cm�。
2����、和毛工藝
此工序要求將不同(或相同)品種、不同(或相同)粗細(xì)度PA短纖均勻混合����、充分開松�����。本工藝是將40%30D*86mm滌綸短纖和60%30D*98mm錦綸短纖均勻混合��,加入一定量的和毛油�,和毛油的配比為水:油:防靜電劑=100:1:2����,混合開松時的回潮率一般控制在:9~10%。
3�����、針刺工藝
針刺工藝是否合理將直接決定植絨干網(wǎng)的緊度(密度)����、表面平整細(xì)膩程度以及纖維和干網(wǎng)的損傷程度。所以�����,對刺針的選擇���、針板的開孔布針狀況�、針刺的深度�、針刺的遍數(shù)、送布的速度��、斷針率的控制��、毛網(wǎng)鋪設(shè)的狀態(tài)等都需要密切關(guān)注�,嚴(yán)加控制。
1)植絨刺針的選擇
植絨刺針雖小�,卻是影響針刺質(zhì)量的關(guān)鍵性機件。針桿的粗細(xì)程度會影響換針的方便與固定性能�����,同時直接影響毯面效果及斷針程度�。刺針工作刃的長短會影響到所要求的針刺深度,進(jìn)而影響到產(chǎn)品的物理機械性能����;工作刃過長易導(dǎo)致針刺深度過大,造成纖維損傷���,同時也容易引起斷針等弊病���。對于粗而長的工作刃���,不僅對基材和纖維造成損傷,而且也容易在產(chǎn)品上留下嚴(yán)重針痕����;對于短而細(xì)的刺針,刺針承受壓力的能力較低���,而且對纖維的纏結(jié)有一定限制���。刺針溝齒凸起的形狀、大小及數(shù)量均直接影響鉤帶纖維的量和對纖維�����、骨架材料的損傷程度���。因為干網(wǎng)的線徑又粗線材又硬��,極易導(dǎo)致線材被刺傷和大量斷針���,據(jù)此��,我們選擇了德國Groz Beckert集團生產(chǎn)的三棱單面帶齒的植絨刺針���,問題迎刃而解���,效果極佳���。
2)針刺頻率
針刺頻率應(yīng)適中,頻率過低會影響生產(chǎn)效率���,但頻率過高會產(chǎn)生較大的機械震動����,不但構(gòu)成對機械的不必要損傷��,而且增加了針刺對纖維的牽引力和干網(wǎng)的損傷����,導(dǎo)致過量斷針或纖維斷裂。我們選擇針刺頻率為400n/min�����。
3)針區(qū)數(shù)量
因為植絨干網(wǎng)的基網(wǎng)是聚酯編織干網(wǎng),材質(zhì)硬挺����,在植絨過程中特別是生產(chǎn)雙面植絨干網(wǎng)時無法在線反布,因此���,我們采用國內(nèi)最先進(jìn)的三針區(qū)雙面鋪毛重型針刺機�����。
4)送網(wǎng)速度
輸網(wǎng)速度必須合理���,送網(wǎng)速度過快,會導(dǎo)致刺針受纖網(wǎng)拉力而偏離托板針孔致使斷針����,同時對干網(wǎng)和纖維的損傷也相應(yīng)增強。因此���,我們選擇了2~3m/min的輸網(wǎng)速度�����。
5)針刺密度
紙頁干燥過程中對植絨干網(wǎng)的透氣性和強力要求很高�����,這些參數(shù)與針刺密度息息相關(guān)�����,因此需要采用適當(dāng)針刺密度�����。針刺密度過大會導(dǎo)致針刺過程中大量斷針�����、使干網(wǎng)表面針痕過重����、結(jié)構(gòu)過于硬實����,甚至影響到干網(wǎng)的強力;針刺密度太小����,所生產(chǎn)的植絨干網(wǎng)的纖維層過分疏松�����,耐磨性能不足���,使用中纖維容易松脫。因此���,我們選擇了4000s/m的植針密度����。
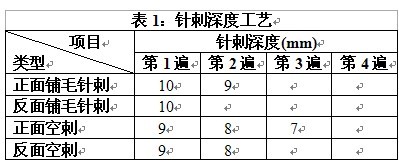
6)針刺深度
針刺深度是使纖維短纖和干網(wǎng)之間更好的結(jié)合的關(guān)鍵�,針刺太深,會使受刺纖網(wǎng)的斷裂纖維增多�����、干網(wǎng)刺傷加重�����、斷針幾率加大����,而且被帶出網(wǎng)面的纖維增多而導(dǎo)致毯面不平��;針刺深度過淺�����,纖維之間����、纖維和干網(wǎng)之間纏結(jié)不牢固����,強度低���,干網(wǎng)毛層質(zhì)地松軟��,使用中容易產(chǎn)生起毛�、掉毛��,詳細(xì)針刺深度工藝見表1�����。
7)鋪網(wǎng)工藝
本次生產(chǎn)的植絨干網(wǎng)為雙面無端植絨干網(wǎng)��。接觸紙頁的一面為正面,毛層稍厚�,另一面植絨量相對較少,目的是增加正面纖維的抱合力和提高耐磨性�����。根據(jù)植絨干網(wǎng)所使用的位置不同要求其透氣度的不同�,其植絨量也隨之而改變,一般在150~400gsm�。本方案正面鋪毛量為240gsm,反面為120gsm���。
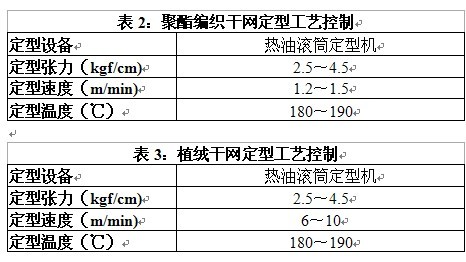
8)定型工藝
熱定型是使植絨干網(wǎng)的尺寸(長度伸長���、寬度收縮以及厚度的變化)更加穩(wěn)定、纖維之間結(jié)合更加牢靠�����、使植絨干網(wǎng)內(nèi)應(yīng)力重新分配����、表面更加平整密實,同時還可提高植絨干網(wǎng)的耐磨性能。本案定型過程有兩次�,一次是聚酯干網(wǎng)織造完成后的干網(wǎng)定型,目的使干網(wǎng)的經(jīng)緯線肘結(jié)交織成型�����、穩(wěn)定�����,使干網(wǎng)更加平整���,干網(wǎng)的內(nèi)應(yīng)力重新分配�����、尺寸更加穩(wěn)定�����;一次是植絨干網(wǎng)的最終定型,使植絨纖維間結(jié)合更加緊密��,網(wǎng)面更加平整�����。本案采用國內(nèi)最先進(jìn)的熱油滾筒定型機,這種定型設(shè)備集加壓����、水洗、化學(xué)處理��、熱定型于一體���。熱定型工藝詳見下表2���、3。
三�、技術(shù)參數(shù)的檢測和對比
我們利用YG(B)141D型數(shù)字式織物厚度儀、YG(B)026D型電子織物強力儀�、YG461H型全自動透氣量儀分別對BOM復(fù)合干毯、無端聚酯編織干網(wǎng)和無端雙面植絨干網(wǎng)的厚度�、斷裂強力和透氣度作了檢測;對三者的抗壓顯性能作了試驗��,對相關(guān)參數(shù)作了對比����,得出了相應(yīng)的結(jié)論。
(一) 同等平米克重下的BOM復(fù)合干毯技術(shù)參數(shù)見下表4

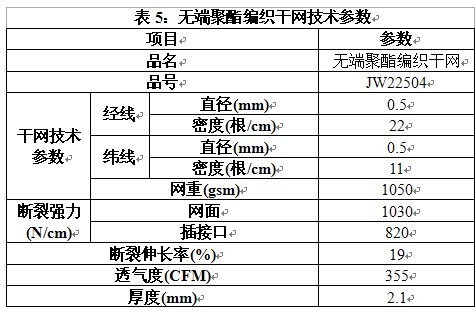
(二) 聚酯編織干網(wǎng)技術(shù)參數(shù)見下表5
(三) 無端植絨干網(wǎng)技術(shù)參數(shù)見下表6

(四) 抗壓顯性能試驗
所謂的抗壓顯性能是是衡量造紙毛毯在壓區(qū)壓力和真空系統(tǒng)的作用下所能減輕或消除自身以及壓榨輥對紙頁所產(chǎn)生印痕的能力。如表面所產(chǎn)生的毛痕��、基布(底網(wǎng))所產(chǎn)的基布(底網(wǎng))痕�����、溝紋輥產(chǎn)生的溝紋痕����、真空輥產(chǎn)生真空痕、盲孔輥產(chǎn)生的盲孔痕等���。
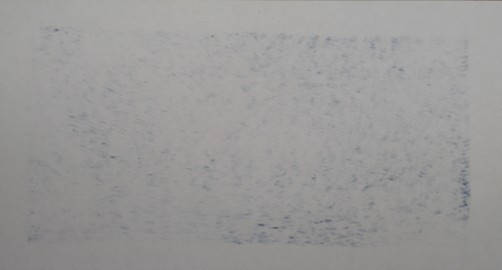
我們分別將上述品種的植絨干網(wǎng)和聚酯編織干網(wǎng)裁成8*12cm的小樣����,采用10kg/cm2的壓力獲得抗壓顯試驗圖片如下圖3����、圖4,從圖中可以明顯看出:聚酯編織干網(wǎng)的抗壓顯性能極差�,網(wǎng)痕極重,而植絨干網(wǎng)看不到基網(wǎng)痕跡���,抗壓顯性能較好。
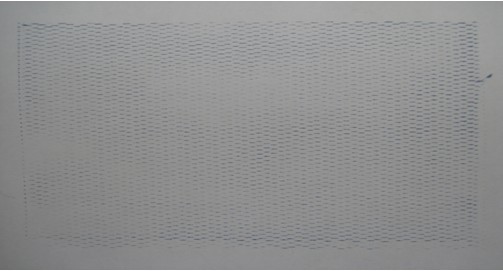
圖4:植絨干網(wǎng)抗壓顯性能圖片
|
(五) 檢測參數(shù)的比較和結(jié)論
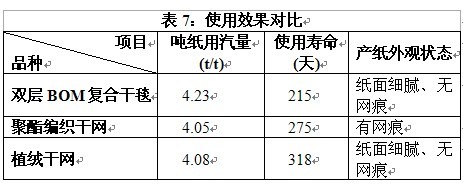
我們把表4、表5��、表6的參數(shù)作了綜合對比��,得出:植絨干網(wǎng)的透氣度是雙層BOM復(fù)合干毯透氣度的2.4倍�,是聚酯編織干網(wǎng)透氣度的一半,這是我們期望的結(jié)果���;三者斷裂強力基本接近�����,雙層BOM復(fù)合干毯的斷裂伸長率較大�;從抗壓顯性能試驗圖片對比來看���,植絨干網(wǎng)和BOM復(fù)合干毯一樣無“網(wǎng)痕”產(chǎn)生����,但聚酯編織干網(wǎng)的“網(wǎng)痕”是非常嚴(yán)重的�。 四、使用效果
我們將上述雙層BOM復(fù)合干毯��、聚酯編織干網(wǎng)和植絨干網(wǎng)用于山東某特種紙有限公司的PM3:1880/300長網(wǎng)多缸造紙機的干燥部上�����,雙層BOM復(fù)合干毯較以前使用普通針刺干毯效果要好,但是仍然表現(xiàn)出透氣度不夠�����、干燥效率低�����、毯內(nèi)易集聚蒸汽和水份��,尤其是冬季���,必須要用烘毯缸(熱風(fēng)導(dǎo)輥或熱風(fēng)箱)加強烘干�����,否則會導(dǎo)致紙頁干燥不均勻�����、紙面泡泡紗增重��、干燥曲線不穩(wěn)定�、無名斷頭增多等問題�,使用壽命雖然比普通干毯長,但是還是不盡人意�。
聚酯編織干網(wǎng)透氣度很高、干燥效率明顯增大�,但是紙面網(wǎng)痕是解決不掉的頭痛病,特別在第一組烘缸和表面施膠后的第一組烘缸問題更加嚴(yán)重��。植絨干網(wǎng)的透氣度比聚酯干網(wǎng)表現(xiàn)出略低��、干燥效率略低于聚酯干網(wǎng)���,但是遠(yuǎn)高于BOM復(fù)合干毯����,如表7所示�����,噸紙用汽量低于BOM復(fù)合干毯�,基本接近于聚酯編織干網(wǎng),有明顯節(jié)省蒸汽用量的效果���;從使用壽命上看����,植絨干網(wǎng)使用壽命遠(yuǎn)遠(yuǎn)大于BOM復(fù)合干毯,也高于聚酯編織干網(wǎng)��;從產(chǎn)紙面上看��,用植絨干網(wǎng)后紙面明顯平整���、細(xì)膩�、無網(wǎng)痕���。
五��、結(jié)論
綜上得出:植絨干網(wǎng)是一種透氣度好���、高效、節(jié)能�、產(chǎn)紙平整細(xì)膩、無網(wǎng)痕的新型干燥部織物���,能完全取代老的BOM復(fù)合干毯和聚酯編織干網(wǎng)���,填補了國內(nèi)空白��。
 中文版
中文版 English
English